
|
资源频道:
自动化设备
|
作 者:王利民 | |
|
应用分类:
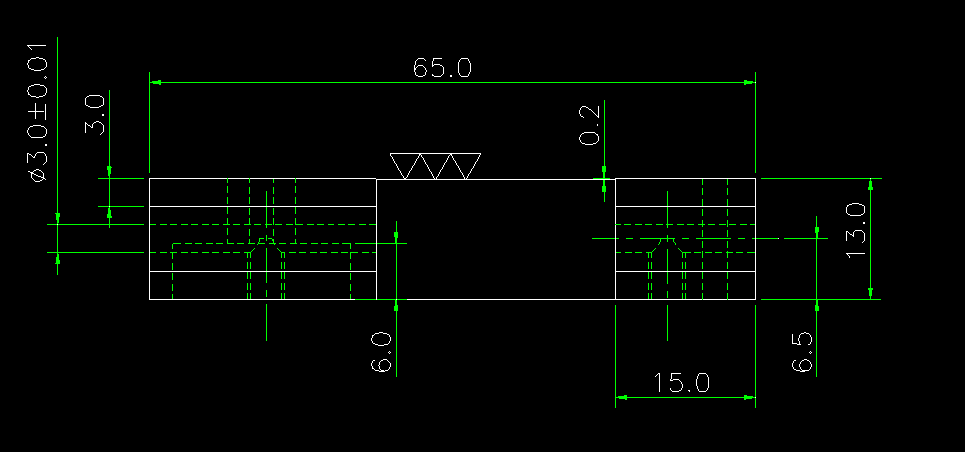
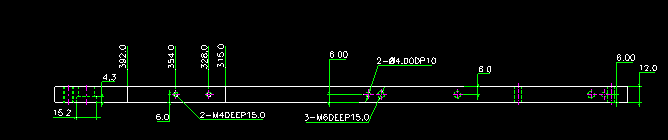
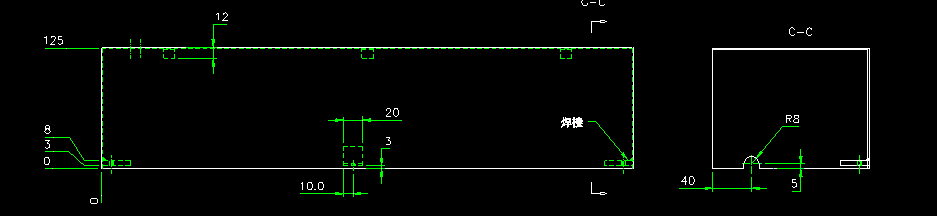
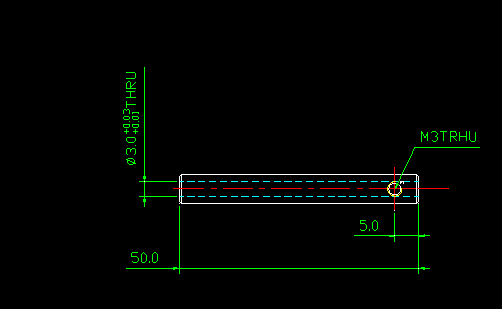
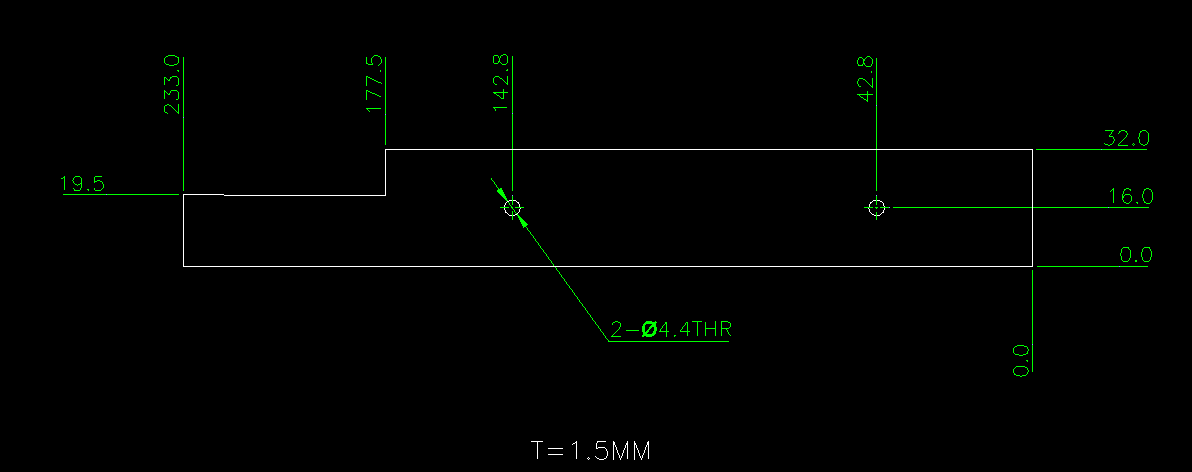
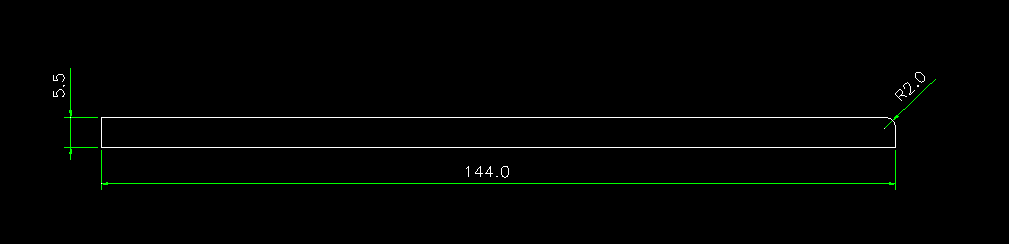
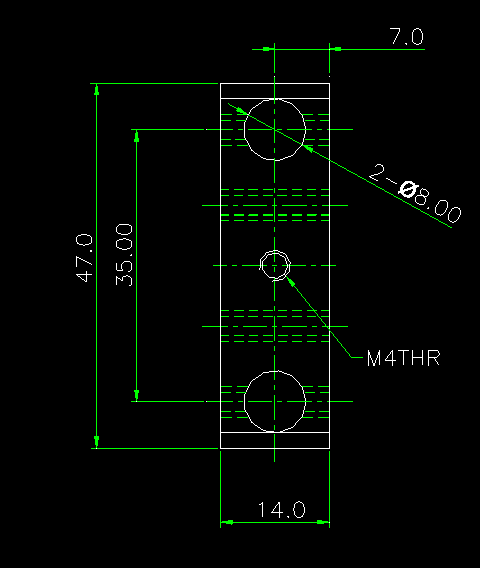
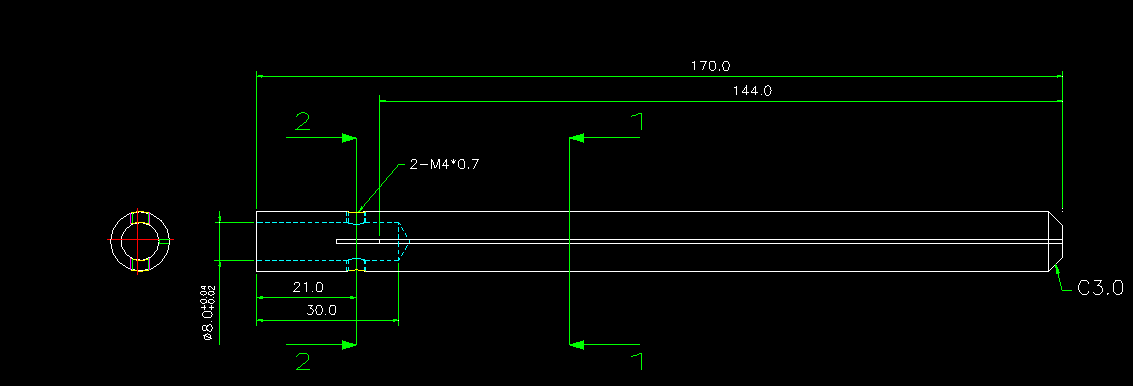
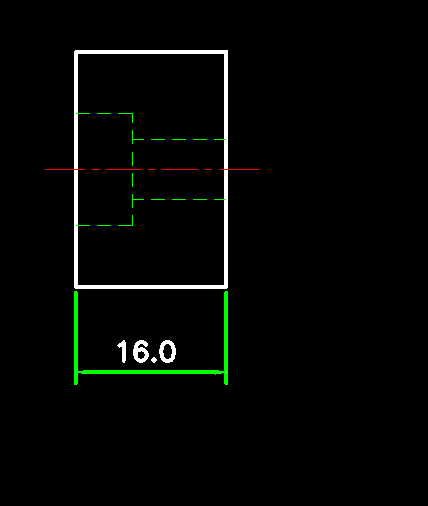
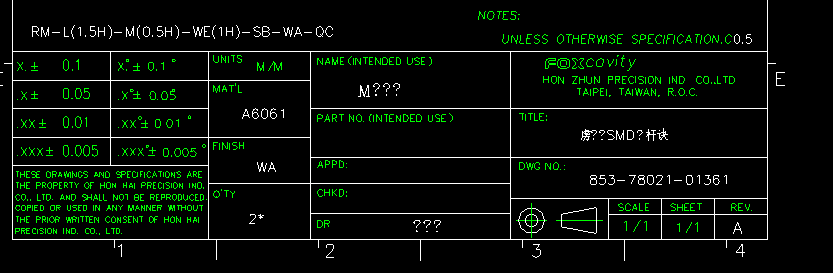
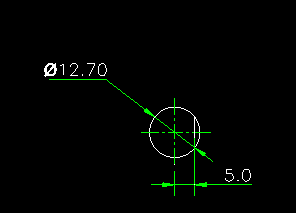
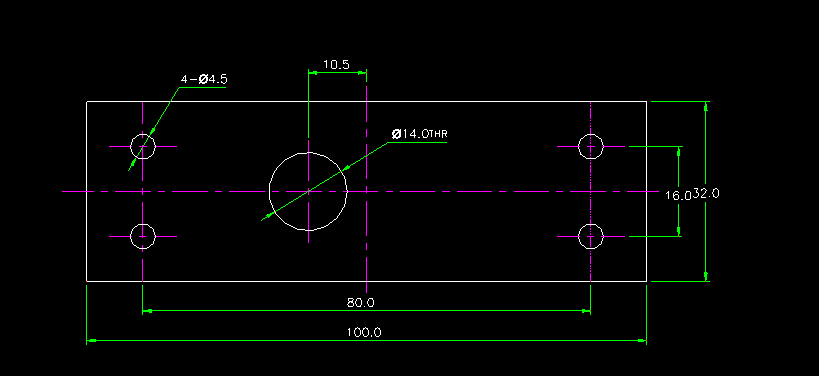
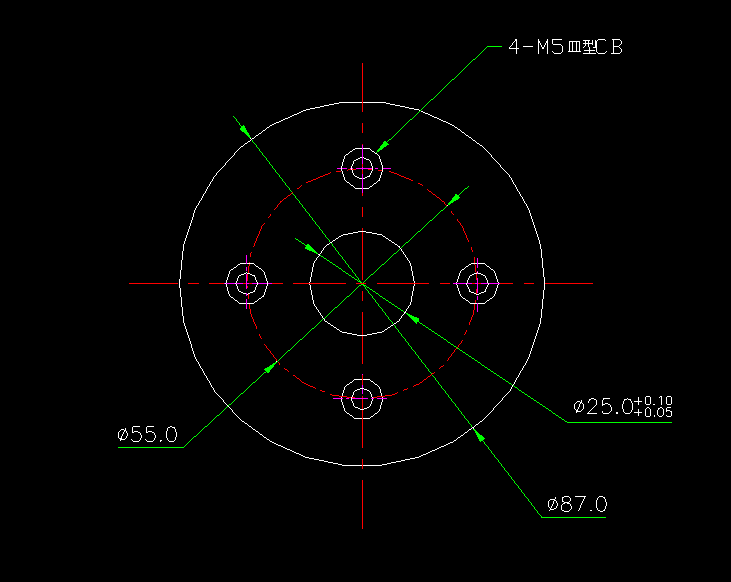
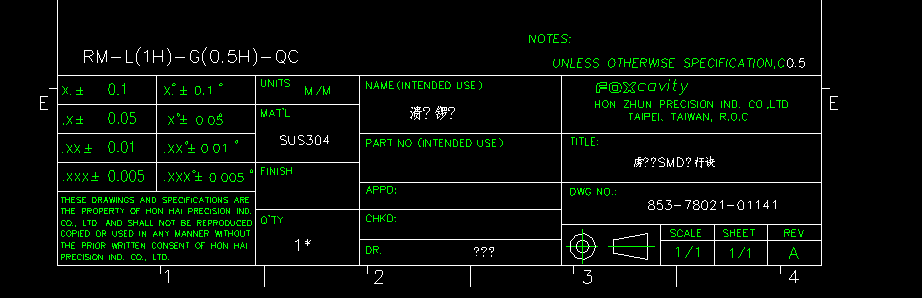
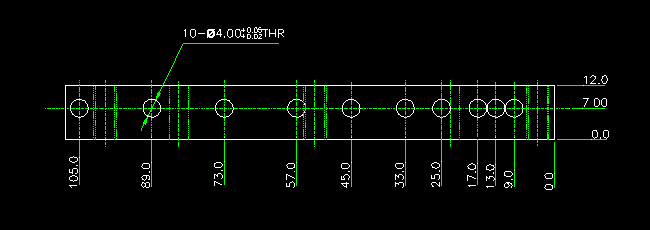
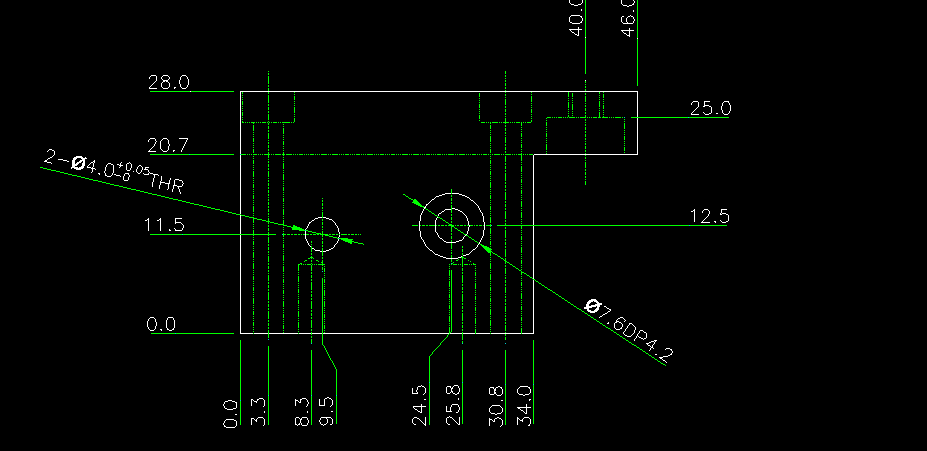
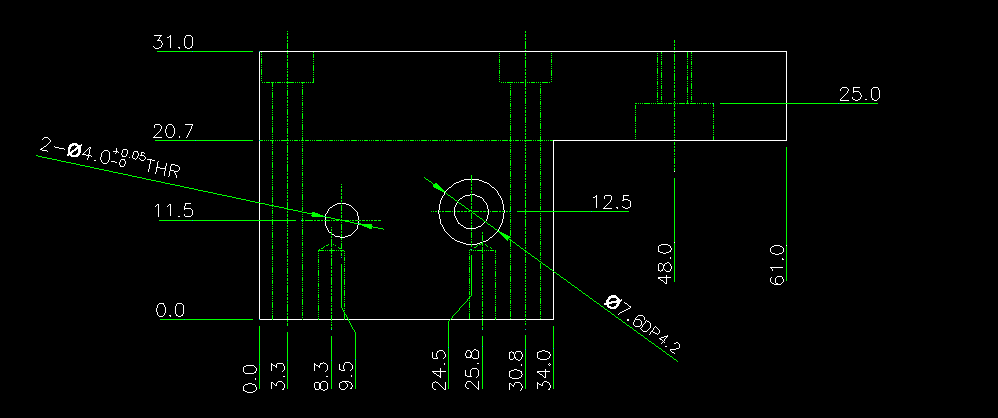
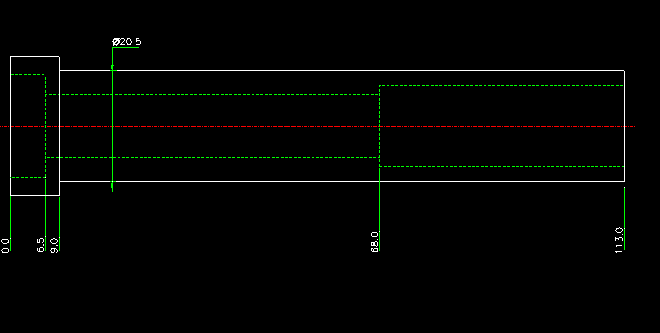
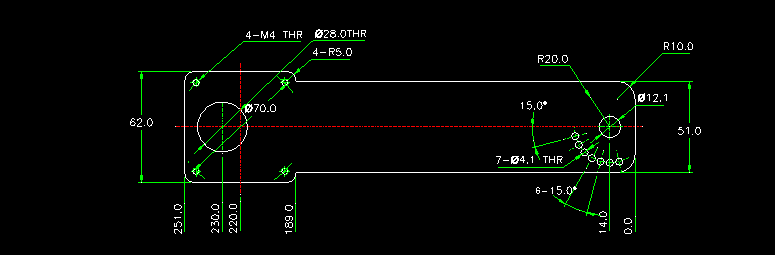
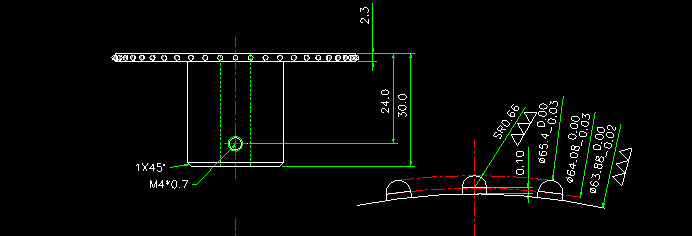
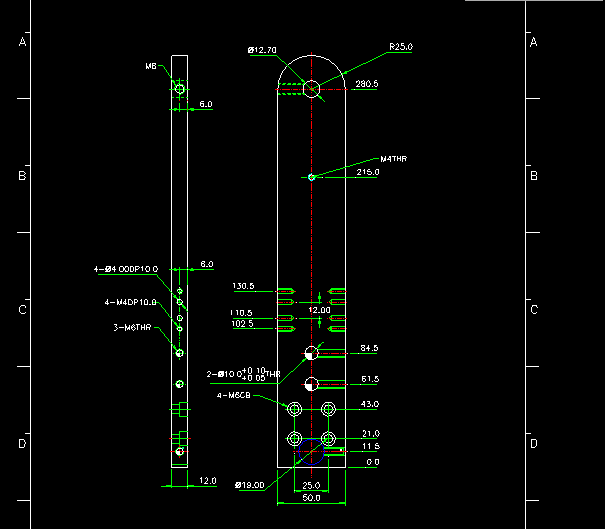
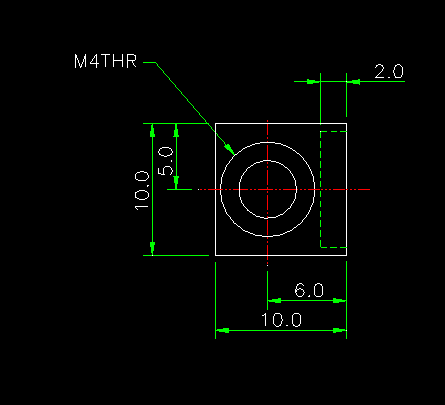
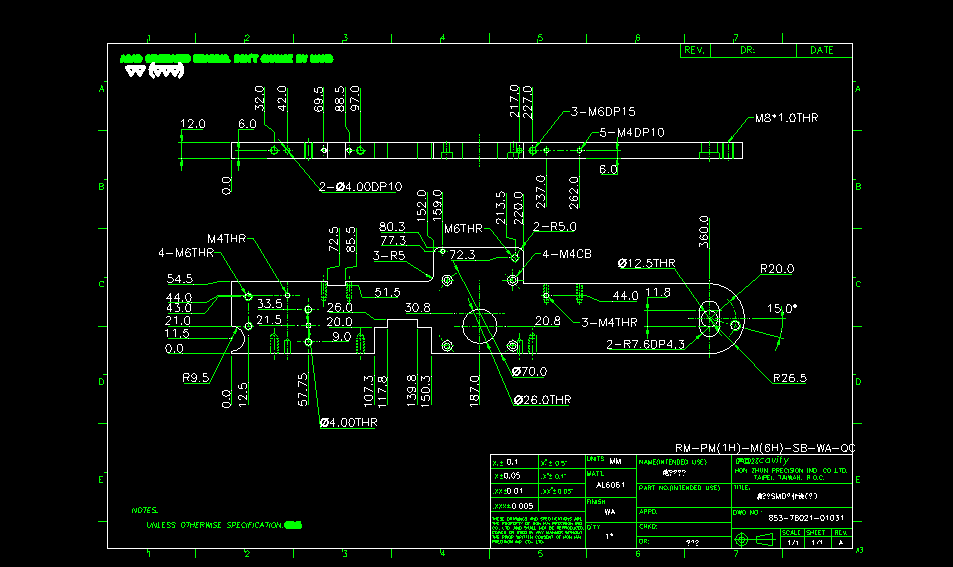
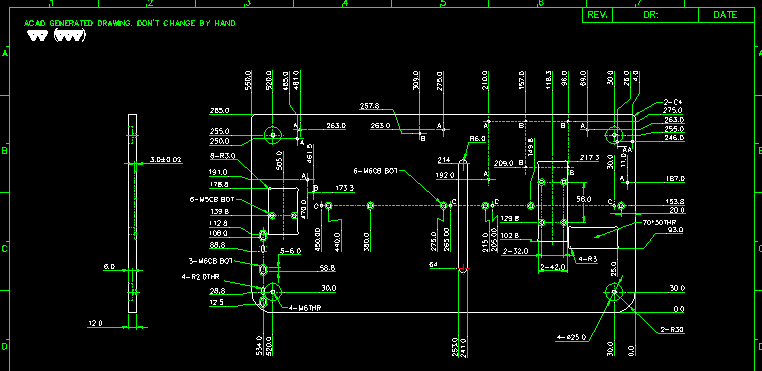
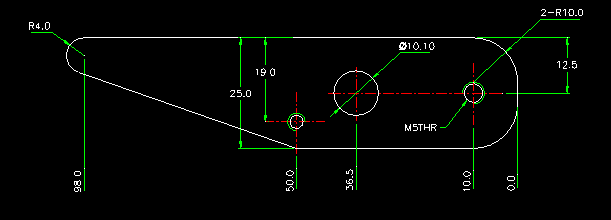
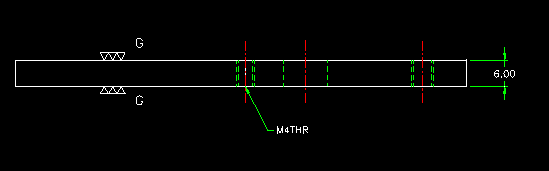
c11包装机-压紧轮安装块
|
||
| 收 藏:0 | 收费方式: 免费 | 上传日期:2016-10-19 |
资源介绍 :
1. 接通电源,将面板上的电源开关钮至“开”的位置。 2. 确定气压到达3MPA。3. 将压紧开关调至“松带”位置。4. 将轨道调至需要的宽度。5. 将收放带装置调至合适的位置。6. 将空载带放置在放置杆后,将空载带的前段引入轨道中,使其经过计数器(注意,计数齿和载带边空对位不可偏斜)盖带调整器,刀片刀架,马达控制器,四厘米。7. 装带时,将测试环时用吸笔吸住光整一面,轻轻放入空载带内。装弹簧端子时用夹子轻轻夹入空载带内。(测试环必须光正面朝上,弹簧端子需方向一致,其间不允许出现漏装的现象发生)8. 将产品装满轨道后,将面板上的马达控制器调至“ON”状态。9. 将刀片加热至温度155度到165度之间,“运转”指示红灯。10. 自粘式封装请将刀片钮至“降”位置。11. 将加紧张力开关切换至“紧带”位置。12. 制作引带时应将引带长度控制在30件产品左右。13. 当载带经过马达控制器出来约50厘米后,应将引带放置于收带盘内。14. 测试环每盘2000PCS,弹簧端子每盘800PCS,注意设置计数器!15. 每盘产品装载完毕时应制作尾带,尾带长度应控制在15件产品左右。16. 将刀片钮至“升”位置,空带移除马达控制器后,开始装载下一盘,循环重复8-12动作后,剪下第一盘和第二盘引带交接处,然后将第一盘尾带后的空载带剪下,将盖带的长度控制在30-40厘米(弹簧端子控制在50-60厘米)切勿过短!用5厘米长的粘胶带粘住盖带尾部顺时针粘贴到盘上。